Průmyslové bezpečnostní rohože pro plastové fólie a tvarování za tepla | Ochrana na míru a shoda
- podíl
- Vydavatel
- Zoe
- Čas publikace
- 2024/7/16
Shrnutí
Bezpečnostní podložka je zařízení citlivé na tlak, které detekuje změny tlaku, když na ni osoba nebo předmět stojí, šlápne na ni nebo po ní přejde. Tato změna tlaku spustí bezpečnostní signál, který zastaví provoz stroje nebo spustí alarm. Bezpečnostní podložka jako bezpečnostní zařízení chrání jednotlivce před poškozením způsobeným nebezpečnými stroji nebo zařízeními, což z ní činí základní součást průmyslových bezpečnostních systémů.
Zázemí našich zákazníků
O společnosti
Oben Group vyrábí polypropylenové, polyesterové a nylonové fólie pro flexibilní obaly, nátěry pro grafický průmysl, polypropylenové tepelně tvarované produkty, technické pryskyřice a polyesterové pásky.
Jako lídr ve vývoji, výrobě a komercializaci polypropylenových, polyesterových a polyamidových fólií vyrábí Oben Group také polypropylenové tepelně tvarované produkty.
Dnes Oben Group provozuje 14 výrobních závodů, 1 distribuční centrum a 8 obchodních kanceláří v 17 zemích v Americe a Evropě.
Oben Group vyvíjí, vyrábí a prodává plastové fólie pro flexibilní obaly a doplňkové produkty s důrazem na kvalitu a efektivitu.
O výrobním procesu plastových fólií
Výrobní proces flexibilních plastových fólií je komplexní a pečlivé řemeslo, které zahrnuje několik fází.
1. Výběr a příprava surovin
Typy surovin: Mezi běžné suroviny patří polyethylen (PE), polypropylen (PP) a polyvinylchlorid (PVC), což jsou petrochemické produkty získané krakováním a rafinací ropy.
Forma: Suroviny obvykle existují ve formě granulí nebo prášku, které vyžadují další zpracování k výrobě filmů.
2. Vytlačování taveniny
Popis procesu: Suroviny se přivádějí do násypky extrudéru. Extrudér roztaví suroviny na tekoucí plastickou taveninu zahřátím a mechanickým působením. Kontrola teploty během tohoto procesu je klíčová, protože přímo ovlivňuje tekutost taveniny a kvalitu filmu.
Zařízení: Primárním zařízením používaným pro vytlačování taveniny je extrudér.
3. Tvorba filmu
Formovací metoda: Roztavená plastová tavenina se vytlačuje skrz hubici extruderu do formy filmu. Konstrukce matrice určuje tloušťku a šířku fólie.
Klíčové body procesu: K zajištění stejnoměrnosti a rovinnosti filmu je během procesu tvarování nezbytné vhodné natahování a chlazení.
4. Chlazení a vytvrzování
Způsob chlazení: Vytvořený film je třeba rychle ochladit pomocí chladicích zařízení, aby se zabránilo opětovnému ztuhnutí taveniny.
Účinek vytvrzování: Proces chlazení také pomáhá při vytvrzování filmu a dodává mu dostatečnou pevnost a stabilitu.
5. Povrchová úprava
Účel úpravy: V závislosti na zamýšleném použití může povrch fólie vyžadovat úpravu, aby se zlepšily vlastnosti, jako je lesk, antistatické vlastnosti a potiskovatelnost.
Metody ošetření: Mezi běžné metody povrchové úpravy patří koronové ošetření a plazmové ošetření.
6. Navíjení a balení
Navíjení: Po výše uvedených krocích se vyrobená fólie navíjí navíjecím zařízením do rolí.
Balení: Navinutý film je vhodně zabalen, aby se zabránilo poškození během přepravy a skladování.
7. Kontrola kvality
Obsah kontroly: Vyrobená plastová fólie prochází přísnou kontrolou kvality, aby se zajistilo, že její tloušťka, šířka, pevnost, teplotní odolnost a další ukazatele splňují standardní požadavky.
Důležitost: Pouze filmy, které projdou kontrolou, mohou postoupit do další výrobní fáze nebo být prodány přímo na trh.
8. Speciální procesy (jako je laminace a tisk)
U flexibilních plastových fólií mohou být také vyžadovány speciální procesy, jako je laminace a tisk:
Laminování: Různé materiály jsou laminovány dohromady pomocí lepidel nebo jiných metod k vytvoření kompozitních filmů se speciálními vlastnostmi. Potištěná fólie může být například laminována tepelně svařitelnou vnitřní fólií, aby se vytvořily materiály se speciálními tepelně-adhezivními funkcemi.
Tisk: Barevný tisk se provádí na fólii, aby přilákal pozornost spotřebitelů a zvýšil kvalitu produktu. Hlubotisk je primární metoda používaná pro tisk plastových fólií, známá svou rychlostí, bohatými barvami a čistotou.
Proces přizpůsobení bezpečnostních rohoží

Požadavky:
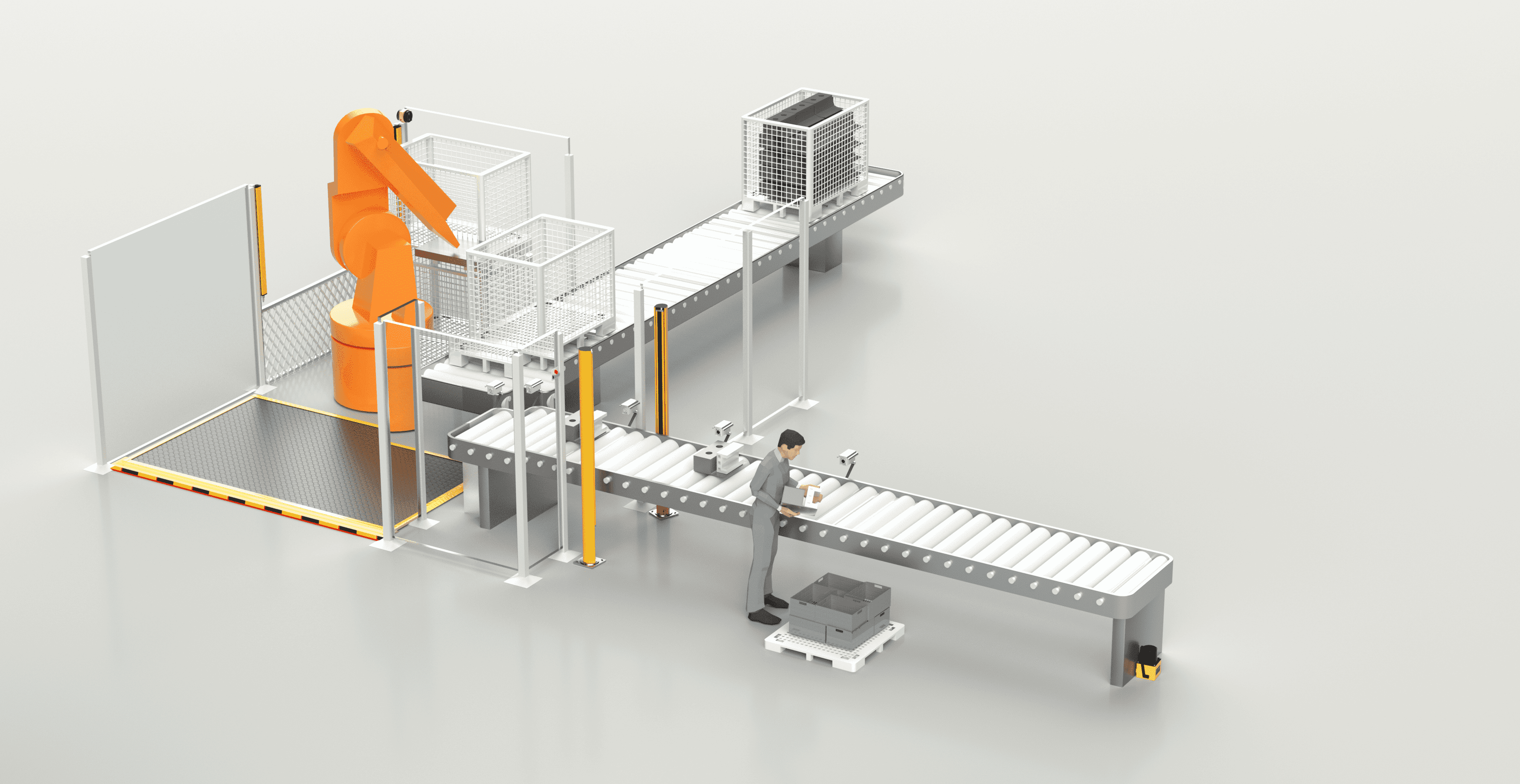
Během výrobního procesu hraje extrudér klíčovou roli, ale jeho provoz s sebou nese také určitá nebezpečí, včetně, ale bez omezení na rizika vysoké teploty, rizika vysokého tlaku, rizika úrazu elektrickým proudem a mechanických zranění.
Obrázek vpravo poskytuje oben Group, zobrazující jejich výrobní zařízení (konkrétně extruder) ve spojení s bezpečnostní rohoží. Je zřejmé, že části povrchu rohože jsou opotřebené. Proto hledali cenově výhodnější bezpečnostní rohož, která by nahradila starou. Po porovnání různých výrobců si oben Group nakonec vybrala DADISICK k dokončení této zakázkové služby.
Design a přizpůsobení
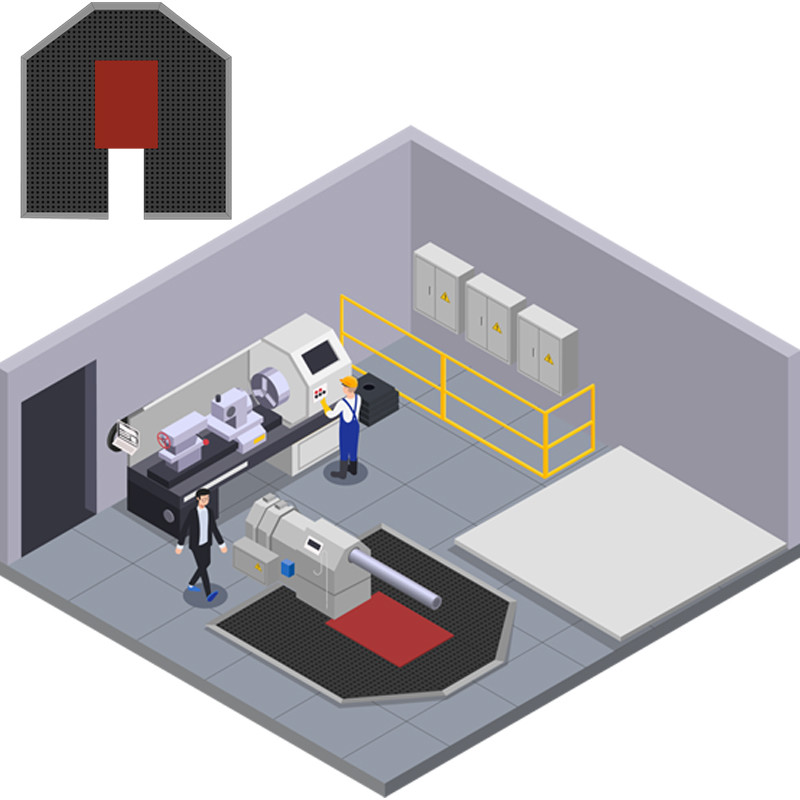
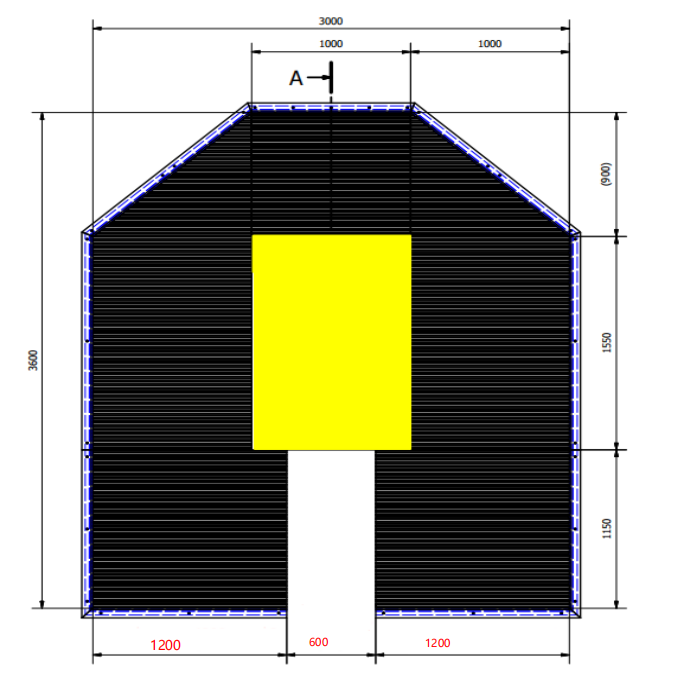
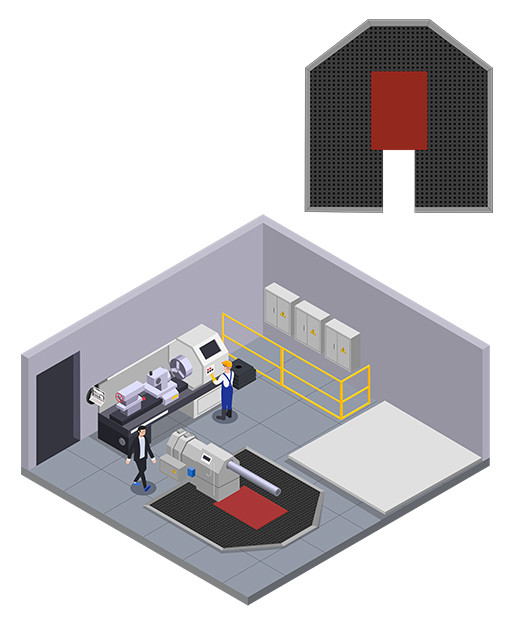
Na základě podrobných požadavků na rozměry a tvar poskytnutých zákazníkem používá náš konstrukční tým pokročilý CAD software pro přesné modelování, aby bylo zajištěno, že každý centimetr bezpečnostní rohože splňuje očekávání zákazníků.
Vybíráme vysoce výkonné materiály odolné proti opotřebení a využíváme pokročilé technologie protiskluzové úpravy, abychom vytvořili odolný a bezpečný produkt rohože.
Abychom vyhověli antistatickým potřebám zákazníka, používáme speciálně vodivé vláknité materiály, abychom zajistili, že rohož účinně eliminuje hromadění statické elektřiny během používání.
Systémová integrace
Na zakázku vyvíjíme specializované moduly rozhraní, které umožňují snadnou integraci bezpečnostních rohoží s řídicím systémem zákazníka, což usnadňuje rychlý přenos a zpracování signálu.
Naše řešení podporuje více komunikačních protokolů, aby byla zajištěna kompatibilita s různými značkami zařízení, čímž se snižuje složitost systémové integrace.
Implementace funkce přizpůsobení
Představujeme technologii zónové detekce, která rozděluje bezpečnostní podložku do několika nezávislých oblastí, z nichž každá může nezávisle nastavit podmínky poplachu a citlivost tak, aby vyhovovala potřebám řízení bezpečnosti různých zón.
Poskytujeme flexibilní konfigurační rozhraní, které zákazníkům umožňuje upravit parametry alarmu, citlivost a další nastavení podle skutečných potřeb a dosáhnout tak personalizované správy.

Instalace a uvedení do provozu
Během procesu instalace naši zaměstnanci přísně dodržují bezpečnostní normy a provozní postupy, aby zajistili, že jsou rohože bezpečně nainstalovány a správně zapojeny.
Po instalaci se provádí komplexní testování systému a uvedení do provozu, aby bylo zajištěno správné fungování bezpečnostních rohoží.
Školení a poprodejní servis
Společnost DADISICK poskytuje zákazníkům podrobné návody k obsluze a video tutoriály, aby bylo zajištěno, že mohou bezpečnostní rohože odborně používat.
Zřídili jsme specializovanou poprodejní horkou linku a tým technické podpory, abychom rychle řešili jakékoli dotazy nebo problémy, se kterými se zákazníci během používání setkají.
Nabízíme pravidelné následné návštěvy a servisní služby, abychom zajistili dlouhodobý stabilní provoz systému bezpečnostních rohoží.
Související bezpečnostní rohože

Metoda detekce: Metoda snímání tlaku
Odolnost proti tlaku: Dynamické zatížení až 500 kg, statické zatížení až 700 kg
Spouštěcí síla: 30 kg (pro dospělé)
Materiál ochrany povrchu: NBR guma
Tloušťka rohože: 14 mm

Metoda detekce: Metoda snímání tlaku
Maximální přípustné dynamické zatížení: Nárazové zatížení < 800 kg/cm²
Spouštěcí síla: > 20 kg
Materiál ochrany povrchu: NBR guma
Tloušťka rohože: 15 mm

Metoda detekce: Metoda snímání tlaku
Maximální přípustné dynamické zatížení: Nárazové zatížení < 200 kg/cm²
Spouštěcí síla: > 20 kg
Materiál ochrany povrchu: PVC
Tloušťka rohože: 11 mm

Safety Edges je technologie, která monitoruje rozložení tlaku na koberci pomocí snímání tlaku.