Řešení pro řízení výrobních nákladů lithium-iontových baterií: Laserové snímače vzdálenosti pro měření tloušťky elektrod
- podíl
- Vydavatel
- Zoe
- Čas publikace
- 2024/9/29
Shrnutí
Tento článek poskytuje přehled vlivu počtu elektrodových vrstev na výkon lithium-iontových baterií a navrhuje řešení pro měření tloušťky elektrod lithium-iontových baterií pomocí laserových senzorů posunu.
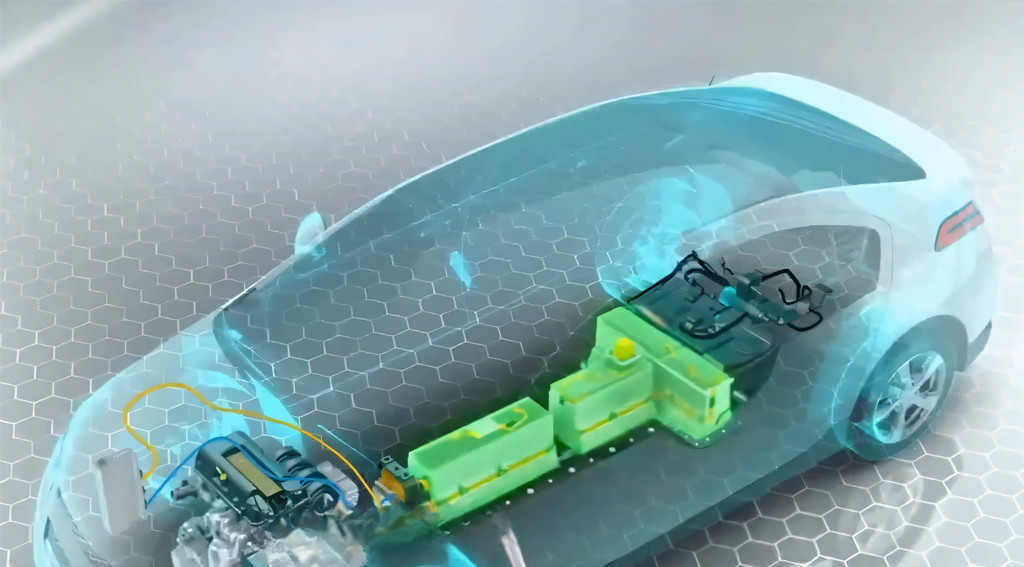
Vzhledem k tomu, že důraz a poptávka po obnovitelné energii stále roste, lithium-iontové baterie se staly primární technologií pro aplikace, jako jsou elektrická vozidla, mobilní zařízení a systémy pro skladování energie. Výkon a účinnost lithium-iontových baterií jsou však ovlivněny různými faktory, mezi nimiž je významný počet elektrodových vrstev.
Vliv počtu elektrodových vrstev na výkon lithium-iontové baterie
Elektrody jsou klíčovými součástmi lithium-iontových baterií, které jsou zodpovědné za ukládání a uvolňování náboje. V lithium-iontových bateriích udává počet elektrodových vrstev vrstvy mezi kladnými a zápornými elektrodami. Obecně platí, že vyšší počet vrstev elektrod vede ke zvýšení kapacity baterie a delší době údržby, stejně jako k vyššímu napětí a výkonu. V praktických aplikacích však zvýšení počtu vrstev ne vždy představuje nejlepší strategii pro zlepšení výkonu baterie.
Zatímco větší počet vrstev může zvýšit kapacitu baterie a hustotu energie, zvyšuje také vnitřní odpor, což ovlivňuje rychlost nabíjení a vybíjení, což vede k vyšším teplotám a zkrácení životnosti baterie a zároveň zvyšuje náklady. Proto je rozhodující výběr vhodného počtu elektrodových vrstev a implementace rozumného návrhu baterie.
Prostřednictvím návrhu a optimalizace elektrodových vrstev je možné maximalizovat výkon lithium-iontových baterií, dosáhnout cílů nízkých nákladů, dlouhé životnosti a vysoké účinnosti. To je zvláště důležité pro aplikace vyžadující vysokou hustotu energie, jako jsou mobilní zařízení a elektrická vozidla, kde je prvořadé přesné řízení konstrukce elektrod a vrstvení.
Stručně řečeno, počet elektrodových vrstev je jedním z kritických faktorů ovlivňujících výkon lithium-iontové baterie. Návrháři baterií musí zvážit různé kompromisy, aby vybrali nejvhodnější počet vrstev a dále optimalizovali výkon baterie. To představuje výzvu, kterou je třeba řešit při vývoji a podpoře aplikací technologie baterií.
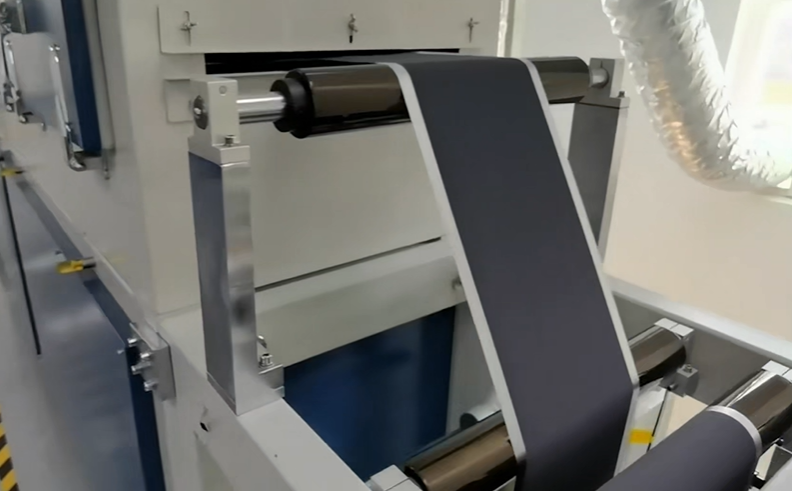
Přehled výrobního procesu lithiových baterií
Jakmile suroviny pro lithiové baterie projdou kontrolou, vstupují do procesu potahování. Rovnoměrnost a vzdálenost od okrajů aplikace kaše podléhají přísným testům. Po vysušení je substrát z hliníkové fólie pro kladnou elektrodu potažen z obou stran a poté vstoupí do fáze „sestavení článku“, kde se substrát potažený lithiovým polymerem rozřeže na malé kousky podle velikosti baterie. Tyto malé kousky, sestávající z kladných a záporných elektrod, jsou obaleny izolačními materiály a po svaření jazýčků a kompletaci hliníkového plastového obalu procházejí rentgenovou kontrolou pro zajištění kvality. Pokud dojde k abnormálnímu vrstvení, baterie může během pozdějšího používání nabobtnat nebo zkratovat. Nakonec, po vysokoteplotním vypalování, aby se odstranila vlhkost, je vstříknut elektrolyt a vnitřní suchost baterie určuje její kvalitu, což vede k dokončení hotového článku baterie.
Podrobnější shrnutí procesu výroby lithiových baterií zahrnuje: přípravu materiálu, potahování, válcování, řezání, stohování, sváření štítků, balení, sušení, vstřikování kapaliny, formování a třídění.

Laserové snímače vzdálenosti pro měření tloušťky elektrod v lithiových bateriích
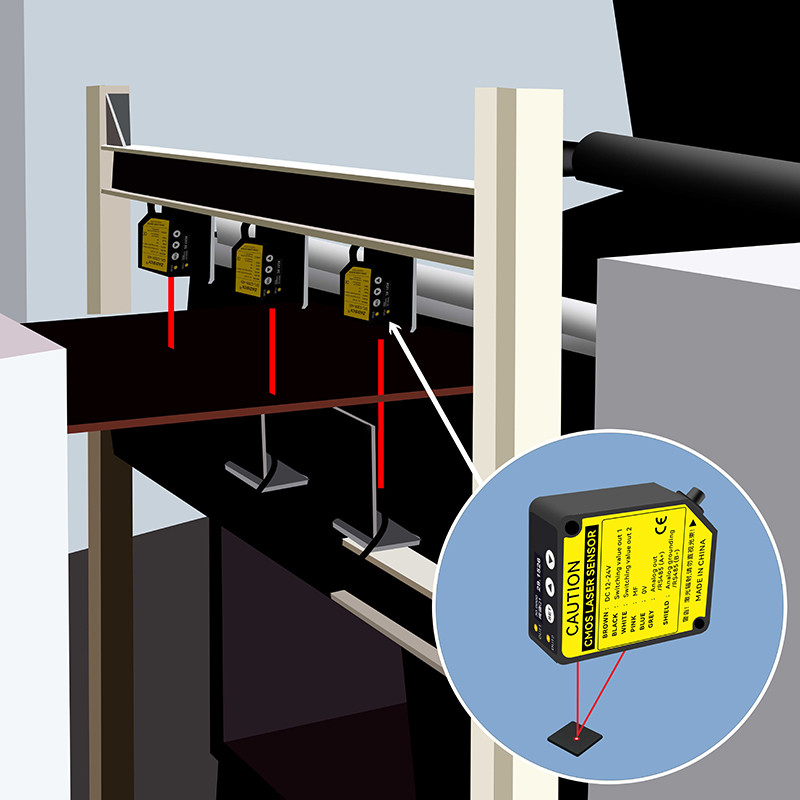
Tloušťka povlaku elektrod přímo souvisí s účinností výroby energie baterie a efektivní kontrolou nákladů. Níže vysvětlíme, jak mohou laserové snímače vzdálenosti DADISICK měřit tloušťku elektrod baterie.
Laserové snímače posunu jsou běžně používané bezkontaktní měřicí nástroje, které přesně měří vzdálenost mezi objektem a snímačem vysíláním laserového paprsku a analýzou časového nebo fázového rozdílu odraženého světla. Při měření tloušťky obrobku se typicky používají triangulační metody. (Kliknutím se dozvíte více o metodách laserového měření.)
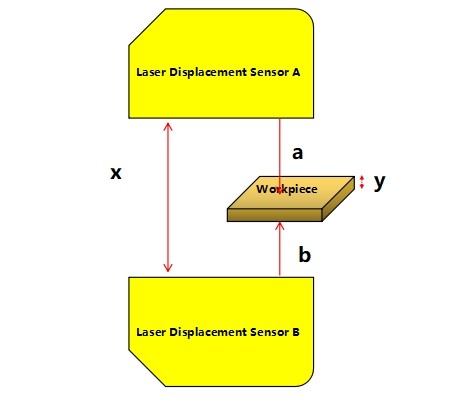
Vzorec pro výpočet tloušťky obrobku je: y = x − a − b
Kde:
x je pevná vzdálenost mezi dvěma laserovými snímači posunutí;
A je vzdálenost od senzoru A k povrchu elektrody;
b je vzdálenost od senzoru B k povrchu elektrody;
y je tloušťka elektrody baterie.
Po instalaci dvou laserových senzorů posunutí, pevná vzdálenost x je nastaven a obrobek je umístěn v měřicím rozsahu dvou snímačů. Senzory A a B měří jejich vzdálenosti a a b k povrchu obrobku, resp. Pomocí vzorce y = x − a − b, tloušťka obrobku y lze vypočítat. Stojí za zmínku, že menší horizontální posun obrobku nemá vliv na tloušťku y.
Navíc, protože laserové snímače vzdálenosti obvykle nevydávají přímé hodnoty vzdálenosti, ale spíše analogové signály úměrné vzdálenosti, je ke čtení výstupních signálů ze snímačů zapotřebí PLC (Programmable Logic Controller). Prostřednictvím odpovídající kalibrace a výpočtů jsou signály převedeny na skutečné hodnoty vzdálenosti, což umožňuje měření tloušťky.
Výhody použití laserových senzorů pro měření tloušťky elektrod v lithiových bateriích
✅ Bezkontaktní měření: Nezpůsobuje žádné fyzické poškození měřeného objektu.
✅ Vysoká přesnost: Přesnost měření může dosáhnout úrovně mikronů. Například opakovatelnost laserových senzorů DADISICK řady GFL-Z může dosáhnout 10 mikronů, zatímco rozlišení řady GFL-G může být až 2 mikrony.
✅ Rychlé měření: Rychlost měření je rychlá, splňující požadavky efektivní výroby.
Doporučené laserové snímače vzdálenosti
| Snímací vzdálenost | Rezoluce | Linearita | Výstup |
| 30 mm (±4) | 2 um | ±0,1 % fs (fs = 8 mm) | NPN / PNP Analogový RS485 |
| 50 mm (±10) | 5 um | ±0,1 % f.5. (fs=20mm) | |
| 85 mm (±20) | 10 um | ±0,1%f.8.(fs=40mm) | |
120 mm (±60) | 30 um | ±0,1%fs(fs=120mm) | |
250 mm (±150) | 75 um | ±0,3%fs(fs=300nm) | |


| Snímací vzdálenost | Opakovatelnost | Linearita | Výstup |
| 30 mm (±5) | 10 um | ±0,1 %FS | Analogový / RS485 |
| 50 mm (±15) | 30 um | NPN / Analog / RS485 | |
| 100 mm (±35) | 70 um | ||
200 mm (±80) | 200 um | ±0,2 %FS | |
400 mm (±200) | 400 um / 800 um | ||
Související fotoelektrické senzory

Frekvence měření: 1Hz-40Hz Komunikační rozhraní: RS232/RS485 (přepínatelné) Vzdálenost měření: 0,2-100m Rozlišení měření: 1mm

Výstupní metoda: NPN/PNP+analogový+RS485 Rozlišení: 1mm Typ laseru: červený polovodičový laser Laser třídy II 655+10nm<1m Reakční doba: 50-200 ms
Vzdálenost 5 m, Technika, která využívá laserový paprsek k měření vzdálenosti a vytváření podrobných map objektů a prostředí.

Rozteč paprsků: 40 mm<br> Počet optických os: 72<br> Ochranná výška: 2840 mm<br> Výstupy senzoru laserové clony (OSSD)2 PNP